































Every mine, quarry and worksite to some degree, has a problem with dust. It’s not just irritating for workers it also has a major impact on plant maintenance and can have direct repercussions on OH & S.
In the last two decades, with the increasing importance of mining to the Australian economy, the emphasis on exploration, development and production set new challenges, based on the sheer volume of production and the processes involved.
On Australian company, Australian Pump Industries, has focused on the development of pumps designed for dust suppression systems both on ‘in plant’ and mobile applications. Here, Aussie Pumps’ Chief Engineer, John Hales lays out the progress this company has made on pump systems to suit dust suppression applications.
“We’re a long way past the old water carts with dribble bars, the type that used to be used on country road construction”, said Hales. “Today it’s not only the EPA rules that make dust suppression mandatory on every site. Responsible miners will always ensure the debilitating impacts of dust controlled to the maximum degree”, he said.
AUSSIE’S BEGINNING IN DUST SUPPRESSION
We started out with a basic product line of self-priming centrifugal pumps aimed at everything from water transfer to high pressure firefighting. Today those products have evolved into our current range of Aussie Quik Prime pumps, used on mines all over the country for a wide range of applications including dealing with dust.
Those original products started out with pumps powered with Honda petrol engines. They evolved over the years into heavy duty diesel drive machines. The performance figures are quite extraordinary. We went from single impeller 2” high pressure pumps through a process of trial and error to come up with more capability get the job done!
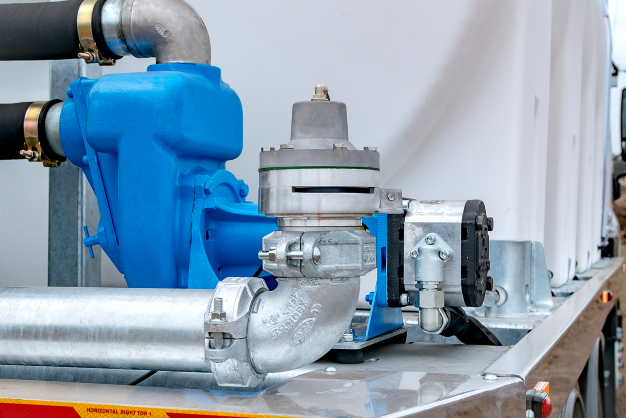
The first step was to develop a twin impeller pump that provided more water at high pressure. The result was pumps that deliver 100 litres per minute at 80 m head, powered by Yanmar 10 hp electric start diesel engines. Of course for mine applications they are now equipped with battery isolation, E-stop and fire extinguisher as well as being sold as either skid mounted or heavy duty stainless steel framed versions to suit the tough conditions on site.
From those 2” twin impellers we went to a 3” version and released it only two years ago. Called the 3” Mr T twin impeller, the units still use a 10 hp Yanmar diesel engine but provide quite extraordinary high pressure volume performance.
An example of the 3” Mr T is this pump will produce 200 lpm at 70 m head. That is almost 100 psi and is ideal for dust suppression on mine sites. The 3” pump, using the same heavy duty twin impeller system, simply pushes more water out and is ideal for operation from up to 20,000 litre tankers.
The pumps self-prime, part of Aussie Pumps key philosophy, so there is no need for the product to be primed. It also means that where necessary, the water cart can have its tank filled from any water source from lake or dam as required.
THE MARKET DEMANDS BIGGER
When we see some of the 250 tonne dump truck conversions to water carts, we realised there was a need for bigger pumps to deal with this very important job. Haul roads generate dust and need to be wetted down regularly. That is where everything from 20,000 litre poly tanker operators play their part, as do significantly bigger pieces of kit like the big Caterpillar dump truck conversions.
The company’s biggest diesel drive ‘tanker special’ is a twin impeller 4” pump. This pump delivers over 90 m head, that is almost 120 psi and will provide flows up to 700 lpm. Optimal rating is normally 100 psi and flows of around 300 lpm.
That is an excellent performance for a water cart keeping haul roads wetted down and dust free.
AUSSIE GOES CAST IRON
Knowing these applications are particularly heavy duty, the company also worked with GMP to develop a great range of self-priming centrifugal pumps with high pressure and high flow characteristics.

For stationary applications, they can be installed at plants with close coupled electric motor drives. The pumps can deliver pressures as high as 100 psi, with flows as high as 4,000 lpm. The pumps are cast iron but can be fitted out with 316 stainless steel impellers. Some models are available with the complete pump housing, impeller and other key components in 316 stainless steel. There are a choice of elastomers from standard Buna to Viton, where the liquid being pumped may be highly corrosive or contaminated.
THE SHIFT TO HYDRAULICS
With the huge amount of hydraulics used in mining, most mobile plant operates with its own independent circuit driven off the prime mover. Aussie decided to start supplying hydraulic drive water cart pumps in heavy duty cast iron construction.
The range is fitted up with non-clog style impellers and has the capability to prime from 6 metres. All are fitted with a front clean up port for easy access to the pump internals. They come supplied with Silicon Carbide mechanical seals with Tungsten Carbide option with Viton elastomers.
Although the range starts with only small pumps in the 2” line, the product goes all the way to big 4” pumps with integrated hydraulic drive. The installation is really simple, the pumps are already equipped with a suitable hydraulic motor and just require hydraulic plumbing. The Aussie GMP hydraulic drive tanker pumps for mining come with their own pedestals both for the pump and for an independent drive for the hydraulic motors.
It’s a neat system, dust free and compact. Aussie Pumps claims they have seen a major phenomenon as operators of engine drive pumps switch to hydraulics to get away from the possibility of dusted engines! Engines must breathe. A hydraulic motor is sealed and makes a more compact package than an engine drive unit.
HYDRAULICS ARE EFFICIENT
An example of a hydraulic pump on a drill rig or water cart (similar applications) are much the same. You only need a 34 cc per rev hydraulic motor to run a 4” pump that can deliver up to 2,200 lpm and provide around 50 psi pressure.
We see those on 50,000 litre tankers, like the big rigs run by Desert Sands Cartage. Thus the pumps can be used on tankers transporting potable water or alternatively for pure dust suppression applications.
HIGH PRESSURE SPRAY PUMPS … CALL ‘BIG BERTY’
As Australian Pump is also claimed to be Australia’s leading manufacturer of high-pressure cleaners, they have a strong connection with Bertolini, one of Europe’s leading manufacturers of high-pressure triplex style pumps.
The current range includes products that go as high as 15,000 psi and flows as high as 250 lpm. The high flow range, some of them ‘double headers’, are built tough and can be set up for installation in processing plants with suitable three phase heavy duty electric motors.
“We get requests for flame proof versions for offshore oil rigs as well,” said Hales. These big high pressure, high flow pumps can operate multiple nozzles, providing everything from a screen of water to mist keeping plants dust free and odour free.
They are new in the industry but highly suitable for even the toughest jobs.
AUSSIE CO-OPERATION
Australian Pump co-operates with Australia’s leading tanker manufacturers to come up with the best dust control solutions. They are very strong on OH & S with the knowledge that dust suppression can be a major advantage in providing a controlled work place leading to more productivity.
Further information on Aussie Pumps dust suppression packages (tanker pumps and in-place high pressure systems) is readily available from aussiepumps.com.au or authorised distributors throughout Australia.






{kind=link}