One of the most innovative pump manufacturers in the country would have to be Australian Pump Industries.
This 30-year-old start-up has achieved amazing things just by listening to customers and that applies, particularly, to the mining industry.
“Our inspirations come from talking to users of the products and understanding the weaknesses and strengths as they report, and we see the evolution of mining pumps and high-pressure water blasters” said Aussie Pumps Chief engineer John Hales.
The drilling mud pump challenge
This attitude is particularly effective when it comes to both water well and exploration drill rig support.
It’s in that arena that by constant experiences of the product in the field the company has come to produce what they consider to be the ultimate mud pump for exploration and water bore applications.
The company started out with self-priming centrifugal pumps, aluminium bodies, cast iron impellers and Honda petrol engines. There was no consultation with Australian Pump, customers just bought them out of Aussie’s catalogue and used them on site — much the way the Garpens have been used over the last decade or so.
The 2” pumps soon evolved into a range of 2”, 3” and 4” mud pumps, not just in cast iron, but now in 316 stainless-steel.
“The pumps went through an evolutionary intermediate period where we were building them with cast iron bodies, front opening ports for clean out, and of course, stainless-steel impellers. That added extra life and more recently we swapped from silicon carbide mechanical seals to tungsten carbide,” said Hales.
The new 316 stainless-steel pumps – out now!
The company has come far in listening to the market and responding based on user feedback. The 316 stainless-steel pumps are not just for the drilling industry, but also for applications where mines are handling both corrosive and abrasive liquids.
Mine feedback
“We never object to getting negative comments. That’s because our feedback from the market helps us with the constant evolution of our products to make them fit for purpose for the toughest applications,” said Hales.
What Hales means by that is that unlike some big multinationals that go into denial when something goes wrong, Aussie looks for the actual metal to analyse just how and what generated the failure.
“Sometimes it’s just simple examples of self-priming pumps being run dry. You can always tell that easily from looking at the failed item, by the way the elastomers are melted,” said Hales.
Aussie’s 6” flood pumps
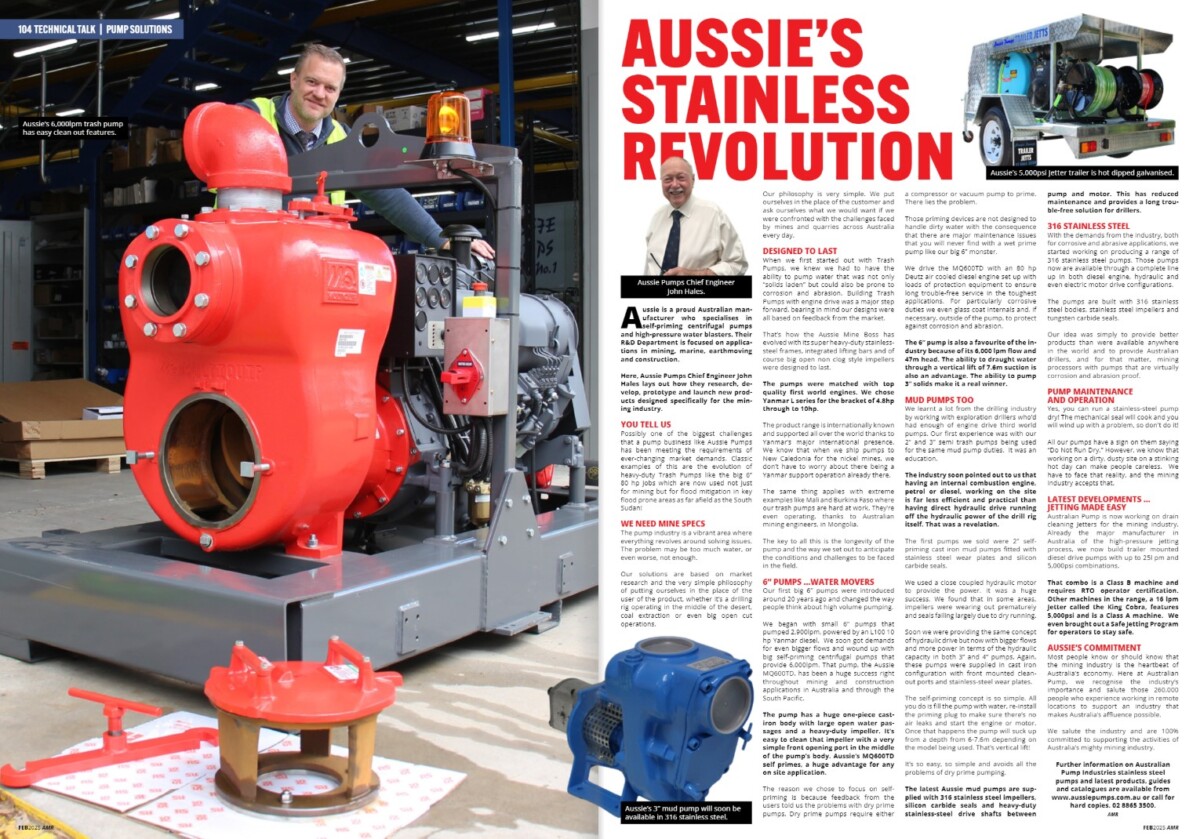
These huge 6” self-priming pumps are so simple, and so easy to maintain but extremely effective as well. Aussie’s biggest 6” pump delivers 6,000lpm flow and has the ability to draw water through a 7.6 vertical suction lift.
Maximum delivery head is 46m with the whole pump being designed just for pumping solids-contaminated water!
“In cases where we’ve had major corrosive issues, we have glass coated impellers and the inside of the pump bodies to provide long and trouble-free life,” said Hales.
The big pumps can be either trailer mounted, or skid mounted. They all feature a centre mounted balanced lift bar and are loaded with other features.
They include a front-mounted easy cleanout port which means the pump can be cleared of chokes in a matter of minutes. The big impeller, high SG cast iron, will handle 3” spherical solids (76mm).
For the mechanical seal, they use an oil-lubricated tungsten titanium carbide seal as standard equipment with tremendous results — even in really difficult applications.
“The body itself is a huge lump of cast iron with a built-in priming tank. That’s cast into the body and provides it with enormous strength,” said Hales.
“The priming tank is what helps the pump prime fast and efficiently, as opposed to the problems experienced with dry prime pumps, where either compressors or vacuum pumps are required to prime the pump.”
The big Aussie 6” pump is like all self-primers — easy to prime and no extra priming aids required except to make sure the suction hose is airtight.
All units are supplied with a shock-mounted control panel in water resistant housing, with an hour meter, ammeter, tachometer and alternator failure light.
The drive comes from Deutz with an air-cooled, 4-cylinder, electric-start diesel that is super reliable even in the toughest conditions.
“Our pumps working in mine sites and flood areas in Africa have done a wonderful job with the engine pump matched perfectly. You can see why the mining industry really love them and why the United Nations have specified them for major relief work in Africa,” said Hales.
More new products coming
Aussie’s continual evolution program is leading to a new 6” bare shaft pump, in heavy-duty cast iron. It’s a trash pump with a front-opening cleanout port and will be available with a 316 stainless steel impeller for resistance to corrosion.
“The plans are to do this in a high flow 4,000lpm version, but driven by a 24 hp Kubota water-cooled diesel engine. It will be cost effective, robust, and it will handle aggressive application. We are working with metalising processes that will ensure long, trouble-free life. Our company is serious about supporting the mining industry. We know its mining and farming that carry this country – not the people in capital cities like us,” said Hales.
Further information on Aussie’s great range of Mine Boss pumps is available from Pump Smart No. 9 at www.aussiepumps.com.au.
Read all about the 316 stainless-steel journey and call the company for further information. Free copies of Pump Smart No. 9, a comprehensive and indispensable guide to mining self-priming pumps are available.

